Пайка полипропиленовых труб своими руками
При установке полипропиленовых труб они могут быть соединены друг с другом следующими способами:
- методом диффузионной пайки;
- при помощи электрофитингов;
- посредством холодной сварки.
Ниже вы можете посмотреть небольшое видео на тему пайки полипропиленовых труб своими руками.
Особенности диффузионной пайки полипропиленовых труб

соединения полипропиленовых трубприменение доборной арматуры
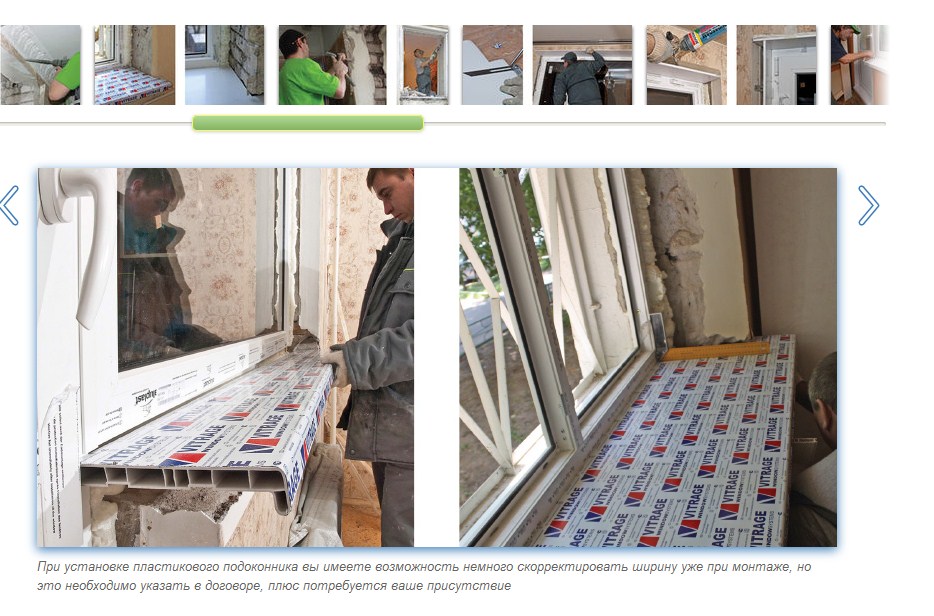
Такой паяльник идет в комплекте со съемными парными насадками, которые по размеру соответствуют наружному диаметру трубы и внутреннему диаметру элементов соединения.
Пару таких насадок нужно прикрепить к термонагревательному элементу паяльника и разогреть их до температуры в 260 градусов. Когда насадки достаточно разогреются, в них нужно вставить соединительные детали буквально на пару секунд. В это время произойдет нагревание и расплавление поверхностей полипропиленовых элементов, которые вступили в контакт с насадками паяльника.
Потом доборный элемент и трубу нужно извлечь из насадки и присоединить друг к другу, чтобы они соединились посредством диффузии расплавленных частей. После того как поверхность остынет, соединение приобретет монолитную структуру.
Метод с помощью электрического паяльника имеет такие преимущества:
- легкость пайки труб;
- невысокая стоимость доборных элементов;
- невысокая стоимость самого паяльника.
Но наряду с этим такой паяльник крайне неудобно использовать в труднодоступных местах, это и есть ключевой недостаток такого метода пайки, хотя он и считается самым распространенным среди желающих сварить полипропиленовые трубы своими руками.
Как соединить полипропиленовые трубы с помощью электрофитингов

При установке полипропиленовых труб их нужно вставлять в электрофитинги и неподвижно фиксировать. К наружным контактам с помощью проводов подключается аппарат для сварки, который подает электричество на определенное время. В результате этого поверхность электрофитинга частично расплавляется, и полипропиленовая труба соединяется с другим элементом.
Такой метод оперативный и технически прост, но если вы захотите применить его своими руками, помните, что сварочный аппарат и соединительная арматура – весьма недешевые вещи. Именно по этой причине такой метод в домашних условиях для пайки практически не используется.
Метод холодной сварки
Холодная сварка полипропиленовых труб предполагает их соединение при помощи специального клея, состав которого способен размягчать поверхности соединяемых частей. Выглядит это так:
- места соединения предварительно обезжириваются;
- наносится клей в один слой;
- детали соединяются друг с другом;
- зафиксируйте их в нужном положении;
- продержите так какое-то время.
В плане прочности такой метод не уступает диффузному, технология очень проста, и паяльники со сварочными аппаратами не пригодятся. Однако ключевой недостаток такого способа пайки – это возможность его применения только для систем холодного водоснабжения. А вот для горячего водоснабжения и отопительных систем лучше применять другой метод.
Стыковая сварка изделий из ПНД
Стыковая сварка труб ПНД требует использования сварочного оборудования. Благодаря тому, что в ходе сваривания не используются дополнительные детали, процесс монтажа значительно упрощается. Таким способом можно сваривать только заготовки из ПНД.
Сваривание полиэтиленовых труб встык – наиболее эффективная и универсальная технология, поскольку при этом сохраняется гибкость материала на протяжении всего трубопровода. Данный метод может применяться независимо от используемого типа укладки трубопровода (траншейный, бестраншейный или открытый).
Пайка полиэтиленовых труб встык выполняется в такой последовательности:
- Для начала концы соединяемых заготовок необходимо установить в центратор сварочного оборудования.
- После того как детали будут выровнены и зафиксированы, при помощи х/б салфетки и спирта необходимо очистить торцы от пыли, грязи и жировых загрязнений.
- Затем свариваемые торцы обрабатываются при помощи торцующего устройства. Торцовку прекращают, когда начинает образовываться равномерная стружка толщиной не больше 0,5 мм. Теперь заготовку можно извлекать и проверять рукой параллельность торцов.
- В случае обнаружения недопустимого зазора между свариваемыми поверхностями, операцию торцовки необходимо повторить.
- После этого выполняется пайка труб. Для этого при помощи нагревательного элемента с антипригарным покрытием торцы заготовок нагреваются до необходимой температуры.
- Когда торцы достаточно оплавятся, свариваемые изделия разводим, а также извлекаем из зоны сваривания элемент для нагрева.
- После этого свариваемые торцы можно смыкать и повышать давление прижима до тех пор, пока оно не достигнет необходимого значения.
- Сварной шов нужно держать под давлением указанный промежуток времени.
- После этого проверяется качество сварки. Для этого оценивают внешний вид грата, ширину и высоту.
Как выбирать трубы
Перед работой учитывайте факт, что конструкции следует выбирать в плане диаметра такие же, как были установлены ранее на этом месте до ремонта, для этого обращайте внимание на их маркировку. При этом конструкции из полипропилена отмечаются согласно наружному диаметру, а металлические – по внутреннему соответственно
Например, если конструкции из пластика и металла имеют одинаковый просвет, то маркировка первой составит 32 мм, а второй 25 мм соответственно.
С целью пайки труб из полипропилена следует выбирать конструкцию с маркировкой 20 мм с целью подводки снабжения водой, и для установки стояков от 25 до 40 мм соответственно.
А вот под установку отопительной системы трубы для стояков должны иметь диаметр от 20 до 25 мм, а для подводки до радиатора 20 мм соответственно.
Не выбирайте дешевые и некачественные конструкции, иначе они могут залипнуть, и просвет станет уже. Это исправляется, но работа будет усложнена. Насадку конструкции следует периодически чистить ацетоном. Не применяйте для очистки абразивы, иначе паяльник быстро испортится.
Как паять пластиковые трубы
Суть сварочных работ по пластику заключается в процессе правильной пайки. Пайкой сваривается полностью весь трубопровод, включая запорную арматуру, предохранительные устройства и контрольно измерительные приборы.
Используют несколько способов:
- Диффузионный способ выполняется за счет сильного нагрева и сдавливания соединительных деталей конструкции.
- Пайка электрофитингом представляет собой применение фитингов с нагревательными элементами. Именно под воздействием электрического тока на эти элементы происходит сплавление пластиковых частей.
- Скрепление методом холодного жима выполняется без нагрева, с помощью добавления в места контакта пластика специального припоя.
Перечисленные способы используются в зависимости от типа материала и условий конструкции. Самым распространенным и общедоступным является способ пайки пластиковых труб посредством нагревания и сдавливания, как в диффузном способе.
Кратко о сварочном аппарате
Приступая к сварочным работам по пластику способом пайки, необходимо сначала ознакомится с работой сварочного аппарата.
Прибор нагревает пластиковые контактные части при прикосновении к нагревательному элементу, и называется подошва. Для удобства использования на подошве имеется специальные крепления для разных насадок. Весь корпус выполнен из крепких металлических частей. Для управления температурой нагрева на устройства есть регулятор выставления требуемой температуры, индикаторы включения и выключения прибора, индикатор контроля достижения требуемого значения.
Задавая вопросом, как выбрать качественный сварочный аппарат, нужно знать некоторые моменты. Устройство должно быть выполнено из хороших материалов. Подошва иметь мечевидную форму, позволяющую комфортно работать с несколькими насадками. Комплектация прибора предусмотрена удобным металлическим ящиком, с набором основных наконечников. Масса прибора не должна быть более 5 килограмм.
Процесс пайки труб
Настраивая сварочный аппарат важно знать о температурных режимах необходимых для пайки пластиковых труб значение равное 260С, а для соединения полиэтиленовых необходимо установить 220С. Правильно настроенный прибор обеспечит работу по сварке пластиковых труб своими руками в разных условиях, включая и на сваривании весу
- Для подготовки к началу пайки необходимо нарезать отрезки труб и подготовить правильных размеров фитинги.
- Установить аппарат на подставку, включить в электрическую сеть для нагревания подошвы, предварительно установив необходимую температуру на регуляторе.
- Заранее закрепить насадки на подошве нужного размера в последовательность их использования.
- Отметить глубину фитинга и сделать отметку на трубе Получив необходимого опыта, возможно, эти отметки потом не пригодятся.
- Участок, отмеченный на фитинге и трубе должен быть обезжиренным. Обе части для спаивания одновременно одеваются на насадки и нагреваются до требуемой температуры.
- После нагрева пластиковые части аккуратно вставляются, удерживаются до полного скрепления.
Как правильно паять пластиковые трубы своими руками — подробная инструкция
Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика. Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.
Для производства сварочных работ вам потребуются:
- рулетка,
- маркер,
- строительный уровень,
- ножницы для резки пластиковых труб,
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.
Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена,
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
Процесс пайки сводится к следующим операциям:
- Используя специальные ножницы, отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места сочленений,
- Трубу и ответный раструб установить в насадку и прогреть в течение времени, указанного в таблице,
- Разогретые элементы соединить между собой, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, названного в таблице технологической паузой,
- Выполнив операцию, проверить качество полученного сварного соединения, которое будет заметно в виде пластиковых колечек.
Рекомендации по правильной пайке
Мы только что изложили суть процесса пайки
Однако для обеспечения надежности функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует производить по истечении пяти минут после разогрева паяльника.
- При необходимости сварить армированные трубы следует воспользоваться специальным инструментом, называемым шейвером, для того, чтобы снять с трубы алюминий и полипропилен, образующие два верхних слоя. После этого стыковка труб производится по уже описанной методике.
- Сварочные работы необходимо производить только в том случае, когда температура окружающей среды выше нуля.
- Выполнив сварку, дать соединенным трубам остынуть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительный шов получился некачественным, узел необходимо разрезать и процесс сварки выполнить заново.
Работая со сварочным аппаратом, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что насадки имеют тефлоновое покрытие, предотвращающее образование нагара
По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки. Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата.
Как правильно паять пластиковые трубы своими руками – подробная инструкция Эта пошаговая инструкция по самостоятельной пайке пластиковых труб поможет вам собрать водопровод для дома своими руками, не привлекая специалистов. Подробное описание работы, видео.
Процесс спаивания ПП-труб
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения – их удаляют на горячем паяльнике не синтечической тканью или
бумагой. Удалять грязь металлическими предметами не рекомендуется – испортится антипригарное покрытие.
Практически все руководства, в том числе от производителя, указывают на необходимость отмечать на трубе глубину захода в раструб фитинга. Не могу советовать подобного
исходя из собственного опыта: даже слегка перегретые детали не позволяют задвинуть трубу глубже положенного более чем на 1 миллиметр. Поэтому подобная разметка может
пригодиться только для точного отрезания трубы нужной длинны, но никак не для правильной ее ориентации в раструбе.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше
всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью – спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться
за стерильностью – нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно
вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку – напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
Так как труба тяжело входит в насадку и новичку сложно понять, зашла ли труба до конца, то по первости рекомендуется отмечать на трубах риски, до которых нужно
загонять трубу в паяльник. Точная глубина немного разнится у разных производителей, поэтому лучше ее померить в раструбе фитинга заранее.
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с “тугими” насадками и стандартным временем прогревания происходит
излишнее оплавление.
Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно – после снятия с насадки
паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы
в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно
пометить чёрточкой – тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть
картину в целом. Безусловно, в процессе соединения есть время на корректировку – не более секунды, когда можно выровнять небольшие огрехи спайки.
У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного
оплавленные края.
Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева –
такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Способы соединения труб без пайки
Существуют разные варианты соединения элементов без пайки. Здесь многое зависит от назначения трубопровода
Также берут во внимание размер и тип используемых деталей
Способы соединения без пайки:
- Применение фланцев. Метод считается достаточно надежным. Для соединения используются болты, которые вкручиваются во фланцы.
- Использование фитингов. Они обычно чугунные или стальные. Фитинги позволяют делать переходы и соединять трубы небольшого диаметра в разных углах.
- Применение муфт. Данный способ подразумевает резьбу и обмотку трубы паклей. Это необходимо для герметичности соединения.
- Склейка. Способ, актуальный для трубопровода, подающего горячую воду. Для соединения можно пользоваться клеем.
Соединение без пайки имеет много преимуществ. Так, финансовые расходы на работу незначительные. Спайка же проводится с помощью дорогостоящего оборудования.
Среди плюсов отмечают простой монтаж. Нет необходимости работать с опасным оборудованием и постоянно контролировать температурные режимы. Также соединить такие элементы намного проще. А вот если прорвало спаянные изделия, то привести их в исходное состояние будет непросто. Потребуется помощь специалиста со специальным оборудованием.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Пайка в недоступных местах
Во время сварки соединительных деталей и узлов в местах, доступ к которым затруднен, следует начинать процесс с самых проблемных участков. Для пайки в таких местах рекомендуется применять американку. Для этого потребуются:
- прибор для запайки (паяльник или утюг) с насадками (стержневым аппаратом или электромуфтой);
- ножницы-труборезы (опытные мастера обрезают элементы ножовкой или болгаркой, но после этого требуется хорошенько зачистить обрезанные края);
- зачистка, торцеватель или шейвер (для армированных труб из стекловолокна такой инструмент не нужен).
Также для монтажа будут нужны ключи (для завинчивания) и другие монтажные инструменты.
Монтаж и присоединение полипропиленовых труб
Независимо от того, какой паяльник будет использоваться, элементы соединяются через такие детали, как:
- муфты;
- шаровые краны;
- уголки 90 или 45 градусов;
- фитинги;
- резьбовые переходники;
- тройники и т. д.
Фитинги и муфты — виды и назначение
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления. Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Инструменты для пайки
Основной инструмент для пайки полипропиленовых труб своими руками – сварочный аппарат с насадками необходимого диаметра. Для разовой работы можно купить самый дешёвый паяльник. От цены и конструкции паяльника зависит только удобство работы, но не качество получаемых с его помощью соединений.
Обязательно понадобится специальный резак в виде ножниц, так как резать предстоит много.
Само собой, будет нужен стандартный сантехнический инструмент: разводной и газовый ключи, лён, уплотнительная паста. Полипропиленовые детали соединяются с традиционными стальными посредством резьбовых комбинированных муфт.