
Обслуживание и чистка
При эксплуатации газового дымохода образуется меньше сажи, нежели при работе котлов на твердом топливе, но все же трубы дымохода периодически загрязняются и их необходимо чистить. Существует 2 способа чистки дымоотводов газового оборудования (котлов, колонок):
Чистку производят с применением специальных щеток, скребков, валиков. Необходимо выбирать инструменты, не способные повредить внутренние стенки дымохода. Самое популярное средство для механической чистки в наше время – вакуумный пылесос.
Заключается в распылении на внутренние стенки дымоотвода специальных составов.
Сварное соединение
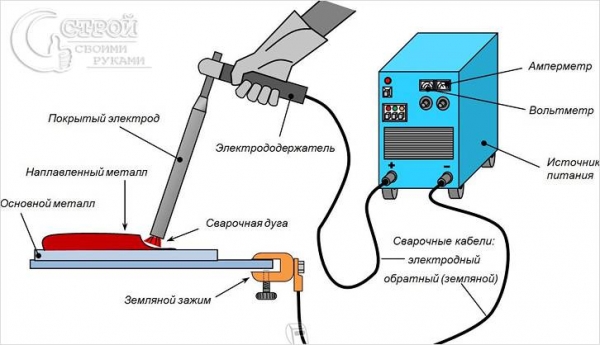 Дуговая сварка
Дуговая сварка
Понятие сварного соединения применяется как в отношении металлических труб, так и полиэтиленовых. Для решения первой задачи дуговым методом понадобятся такие инструменты:
- инверторный или трансформаторный сварочный аппарат;
- электроды;
- защитная маска;
- перчатки;
- молоточек или щетка для обработки шва.
Работы проводятся таким образом:
По возможности заготовки лучше хорошо зафиксировать. Это необходимо для большего удобства мастеру.
Для того чтобы гарантировать полную герметичность, между трубами потребуется оставить зазор в 2 мм
Это позволит растекающемуся металлу зацепиться за торцы.
Осуществляется фиксация небольшими прихватками в нескольких точках.
При основном процессе электрод следует вести снизу вверх.
Важно следить, чтобы не было перегрева. Следствием этого может стать ненужное напряжение на стыке, а также прогорание металла рядом.
Некоторые мастера накладывают два шва
Один служит для заполнения пространства, а второй идет как страхующий.
Не сбивайте окалину сразу же. Следует подождать хотя бы 15 секунд. Таким образом, произойдет необходимое схватывание и не будет микротрещин.
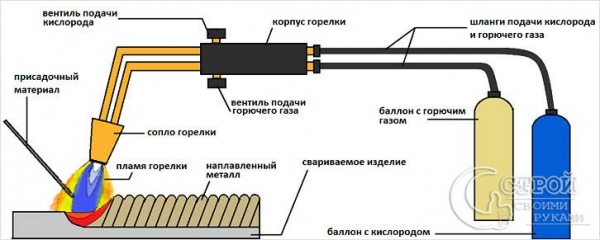 Оборудование для газовой сварки
Оборудование для газовой сварки
При использовании газосварочного оборудования требования к фиксации заготовки будут такими же, как и в предыдущем случае.
- Первым делом открывается ток из кислородного баллона, затем с ацетиленовым газом.
- Если в шлангах находится воздух, то запал может произойти не сразу.
- Пламя регулируется до требуемого значения.
- Место сварки хорошо прогревается.
- После этого подносится специальный электрод. Вести его необходимо так, чтобы он образовывал наплыв, но не стекал вниз.
- По завершении процесса деталь охлаждается.
Для полиэтиленовых труб также есть понятие сварки, но осуществляется она другим методом. В этом случае применяется аппарат, который способен на выходе давать небольшое напряжение и контролировать требуемую температуру. Но основным в этом случае выступает соединительный фитинг. В его конструкции заложен нагревательный элемент. По мере протекания процесса он начинает плавить пространство вокруг себя, что приводит к образованию однородной массы, которая после застывания герметизирует шов.
 Электромутовая сварка
Электромутовая сварка
Пошагово решение выглядит так:
Подготавливаются торцы труб. Для этого они обрезаются при помощи специального резака. Делать это ножовкой нельзя. Плоскости должны быть абсолютно ровными, без разорванных фасок и заусенцев.
От края делается отметка. Расстояние до нее равно половине размера фитинга плюс 2 см.
С помощью специального скребка или станка ликвидируется слой окиси. Сделать это следует равномерно, углубившись на одинаковый размер. Для того чтобы было легче ориентироваться, можно нанести дополнительные перпендикулярные линии, по мере срезания которых легко будет судить о правильности выполнения.
Ликвидируются все заусенцы и остатки стружки.
Участки стыковки протираются подходящим растворителем или салфеткой со спиртом.
До нанесенной отметки надевается фитинг. Если одна из труб является неподвижной, тогда муфта забивается на полный размер. Подводится второй элемент и соединитель аккуратно смещается, чтобы равномерно закрыть патрубки.
К контактам муфты подключаются штекеры от сварочного аппарата.
Оптическим сканером считывается информация, нанесенная на штрихкод и запускается процесс.
Агрегат сам определит, какая температура и напряжение необходимы, а также какой продолжительности будет период остывания
Важно полностью выдержать все этапы. Только в этом случае можно говорить о надежности.
После завершения на место сварки обязательно наносится вся информация о времени, дате, операторе, температуре и напряжении.
Такие инструменты обычно используются на магистральных промежутках, где диаметры трубы превышают значение в 80 мм.
Процесс электромуфтовой сварки труб показан в видеоматериале:
Как соединить две трубы одинакового диаметра: актуальные способы самостоятельной реализации
В этой статье мы рассмотрим, какова инструкция соединения одноразмерных труб, изготовленных из различных материалов. Тема статьи интересна, так как на рынке представлен широкий ассортимент различных труб, которые отличаются друг от друга не только эксплуатационными и техническими характеристиками, но и разными методами соединения в единую систему.
Но, перед тем как рассматривать особенности проведения монтажных работ, рассмотрим то, какие разновидности водопроводных аксессуаров можно приобрести.
На рисунке резьбовое соединение труб отопления, выполненное посредством муфты
Классификация
Разборное соединение профильных труб болтами при строительстве теплицы
Все водопроводные трубы, в соответствии с производственными материалами, примененными при их изготовлении, подразделяются на следующие категории:
- металлические модификации;
- полимерные модификации;
- изделия из металлопласта.
Важно: Каждая из этих модификаций представлена на рынке широким ассортиментом изделий, которым свойственен тот или иной способ соединения. Поэтому, планируя монтаж водопровода в своей квартире или загородном доме, нужно с максимальной ответственностью отнестись к выбору материалов и способов соединения, так как от этого во многом зависит цена, долговечность и внешний вид готовой системы
Итак, рассмотрим то, как самостоятельно выполняется соединение смесителя с трубой.
Стыковка металлических труб
Резьбовое соединение на стальном водопроводе
В процессе монтажа металлических (чугунных, стальных и медных) водопроводных и отопительных систем применяется резьбовая и сварная стыковка.
Рассмотрим в подробностях каждый из этих методов:
- Резьбовой монтаж, к нему, кстати, относится и соединение труб американкой, это технология, позволяющая собрать водопроводы из элементов с одинаковыми диаметрами поперченного сечения.
Для этого на концах обеих труб нарезается резьба, поверх которой накручивается специальная металлическая муфта – фитинг. Посредством специальных фитингов можно собирать как прямые, так и криволинейные водопроводные и отопительные системы.
Фитинг, применяемый на таких конструкциях, имеет внутреннюю резьбу, в то время как на трубах нарезается резьба наружная. Если фитинги для проведения монтажа приобретаются с уже нарезанной резьбой, то на стыкуемых элементах ее придётся нарезать своими руками с использованием плашек.
Среди преимуществ технологии отметим прочность и долговечность готового результата. Кроме того, резьбовой фитинг при необходимости можно раскрутить и разобрать все сооружение для того чтобы устранить поломку или переделать.
Важно: Как правило, резьба на трубах и фитингах применяется стандартная. Но если приобретаются аксессуары зарубежного производства от малоизвестных брендов, нужно убедиться что изделие будет соответствовать метрическому типу резьбы
- Монтаж водопроводных систем с использованием сварки применяется нечасто. Основной недостаток сварного соединения — это невозможность сделать его своими руками, так как справиться с такой работой может профессиональный сварщик со специальным оборудованием и опытом использования этого оборудования.
Для монтажа двух одноразмерных труб применяются следующие разновидности сварного соединения:
- поперечное стыковое (без расточки или с внутренней расточкой) с подкладным кольцом;
- продольное стыковое (без скоса кромки или со скосом) с односторонним швом;
- поперечное стыковое с односторонним швом;
- одностороннее угловое;
- двухстороннее угловое;
- раструбное внахлёст.
Стыковое соединение самое распространенное, так как готовый результат характеризуется высокой прочностью при условии, что стыкуемые элементы правильно центрованы.
Если собирается водопровод с внутренним диаметром до 500 мм, варится односторонний шов, прочности которого вполне достаточно. Если диаметр больше, изнутри подваривается корень шва, в результате чего повышается прочность стыка.
Сварной шов считается оптимальным типом соединения при монтаже промышленных водопроводов, но в быту применяется крайне редко по причине дороговизны готового варианта и стесненных условий для применения сварочного аппарата.
Пайка медных компонентов — это технология, используемая при сборке водопроводных систем премиум-класса.
Принцип выполнения монтажа следующий:
- концы стыкуемых элементов зачищаются и покрываются припоем;
- зачищается и покрывается припоем внутренняя поверхность фитинга;
- труба вставляется в фитинг и разогревается горелкой;
- после того как припой остывает, получается прочная и долговечная муфтовая стыковка.
Изготовление и установка дымохода своими руками
Из каких материалов лучше сделать
Самые популярные материалы для изготовления дымоходов в частном доме- кирпич, сталь и керамика. Перед тем, как сделать выбор, предлагаю ознакомиться с достоинствами и недостатками каждого материала
Кирпич, плюсы и минусы:
Керамика, плюсы и минусы:
Схемы и чертежи
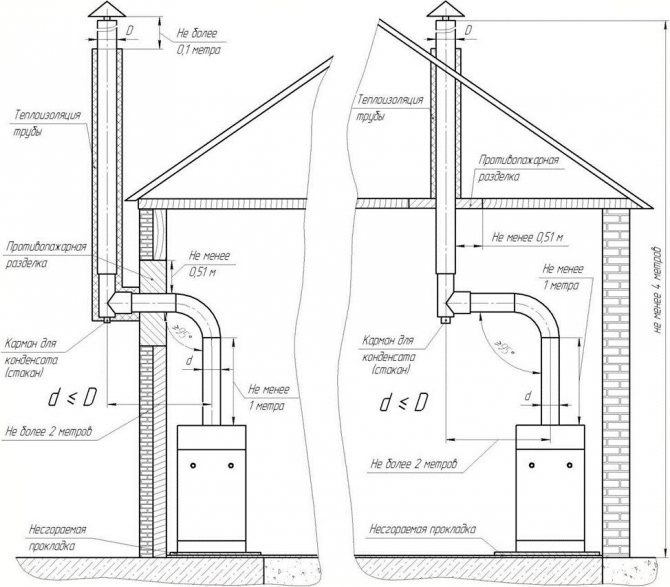
Рис. 3. Варианты устройства кирпичных дымоходов:
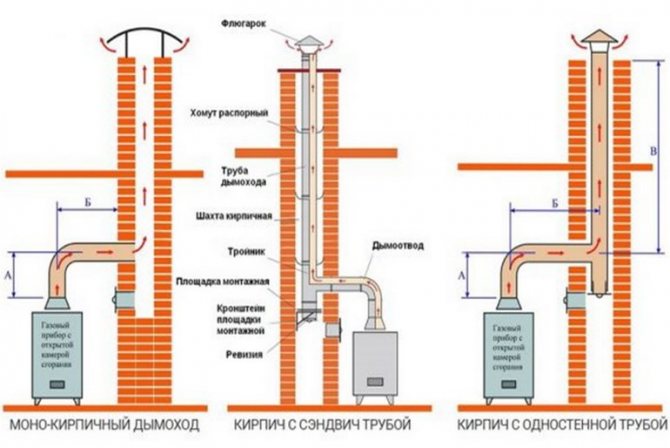
Рис. 4. Одинарный металлический дымоход:
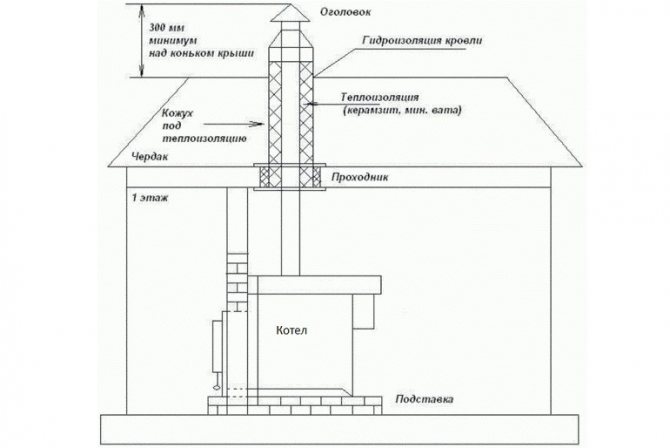
Рис. 5. Сэндвич дымоход:
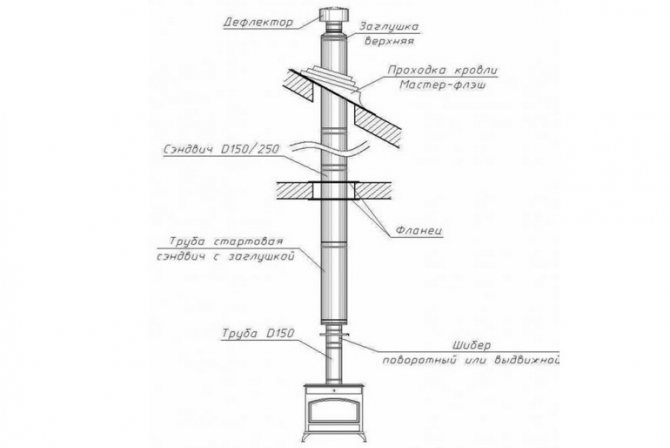
Рис. 6. Система из коаксиальных труб:
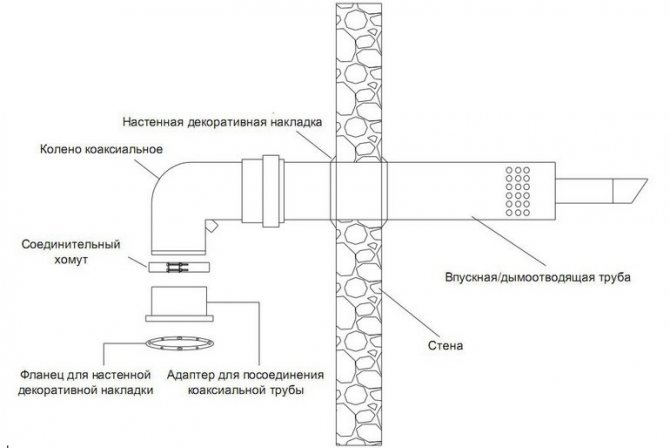
Рис. 7. Керамический дымоотвод:

Расчет размеров
Расчеты для элементов системы дымоотвода сводятся к определению основных параметров:
- Площадь поперечного сечения основной трубы;
- Высоту дымоотводящего канала.
При этом всегда следует согласовать полученные данные с таблицами СНиП и информацией, указанные в мануале для котла. Напомню – высота трубы не должна составлять менее 3, в идеале — 5 м.
Рассмотрим 2 варианта расчета диаметра труб для котлов, работающих на газу:
Мощность нагревателя (в кВт) умножается на 5.5. Для расчета берите паспортную (не тепловую) мощность. Если подключается 2 агрегата в один дымоход- паспортная мощность суммируется.
Измеряем диаметр выходного патрубка котла и выбираем внутренний диаметр трубы не меньше этого значения.
Сфера применения
Фитинги применяются для соединения элементов газопровода, обеспечивая герметичность стыков. Таким образом, качественно и быстро подключаются баллонные установки, плита газовая и комбинированная, прочие бытовые приборы.
В зависимости от материала изготовления магистралей подбираются разные изделия:
- Соединение металлических частей осуществляется посредством чугунных и стальных переходников резьбового, сварного или фланцевого типа.
- Детали из металлопластика соединяют цанговым способом и прессованием. Для этого используют пресс-фитинги, закреплять которые следует специальным инструментом через гильзу.
- Полипропиленовые изделия стыкуют через переходники из такого же материала, фиксируя их с помощью пайки или сварки.
Соответствие крепежей трубам является обязательным условием целостности системы, иначе может произойти утечка газа.
Советы по правильному выбору герметика для разных трубопроводов
Для труб, изготовленных из поливинилхлорида (ПВХ) рекомендуется использовать герметики из каучука или на основе силикона. Такие материалы отличаются длительным эксплуатационным сроком и отлично подходят под пластик. Они схватываются с пластиком как клей. Для металлопластиковых трубопроводов также подходят каучуковые и силиконовые герметики, так как внешняя оболочка труб в таком случае представлена пластмассовым материалом.
Стыки в отопительных коммуникациях рекомендуется герметизировать специальными материалами, которые имеют хорошую термоустойчивость. Силиконовые герметики не подходят для отопительных труб. Специалисты советуют комбинировать герметизационные материалы при монтаже отопительных систем. В таком случае отличным вариантом является комбинация термоустойчивого вещества и ленты.
Для дымоходов используются специальные герметики, которые отличаются высокой устойчивостью сразу к нескольким факторам, возникающим в таких системах (высокие температуры, агрессивные вещества и конденсат). Самым подходящим вариантом в таком случае считается состав из полиуретана на основе каучука. Несмотря на свою высокую стоимость, он полностью оправдывает себя в эксплуатации.
Герметизация дымоходов должна производиться только средствами, выдерживающими высокую температуру
Рекомендуется внимательно изучать состав герметизационного материала при его выборе. Современные герметики резистентны к широкому диапазону температур — от −50 до 200 °C
Внимание следует обращать и на прочие свойства, которые разнятся, в зависимости от вида герметика. Среди этих свойств: плотность, прочность, вязкость и т
д.
Поливинилхлорид
Трубы ПВХ известны, прежде всего, как наиболее доступное решение для монтажа внутренней и наружной . Однако напорные раструбные трубы применяются и для монтажа водопроводов.
Кольцевые уплотнители
Соединение ПВХ труб с помощью кольцевых уплотнителей практикуется и в безнапорной канализации, и в напорных трубопроводах. Различаются лишь толщина стенок трубы и усилие, необходимое для расстыковки раструба.
Диаметры: 50 — 600 мм.
Толщина стенок: любая.
Достоинства: трубы поставляются полностью готовыми к монтажу соединения, с установленными кольцевыми уплотнителями. При подрезке по размеру для монтажа используются муфты с двумя противонаправленными раструбами.
Недостатки: большое усилие, необходимое для сборки соединения при большом диаметре трубы; возможность самопроизвольной расстыковки соединения.
Технология:
- Заводские торцы труб готовы к стыковке. На обрезанных по размеру трубах зачищаются заусенцы и снимается наружная фаска;
- На конец трубы и уплотнительное кольцо наносится небольшое количество жидкого мыла или силиконовой смазки;
- Труба запрессовывается в раструб.
При значительном усилии, необходимом для запрессовки, могут применяться:
- Системы хомутов и рычагов;
- Погрузочная техника.
Клеевые соединения
Они используются при монтаже напорных трубопроводов. Клей представляет собой раствор поливинилхлорида в органическом растворителе.
Диаметр: до 110 мм.
Толщина стенок: любая.
Достоинство: соединение прочностью почти не уступает цельному участку.
Недостаток: соединение делается неразборным.
Как соединить трубы ПВХ с помощью клея?
- Клей наносится на внутреннюю сторону раструба и на конец трубы со снятой наружной фаской;
- В раструб вставляется гладкий участок трубы и поворачивается на 90 градусов ;
- Соединение фиксируется до схватывания клея (не более 1 минуты).
Пайка
 Оборудование для пайки полиэтиленовых труб
Оборудование для пайки полиэтиленовых труб
Правильнее будет сказать пайка встык. Используется также для труб из полиэтилена. Условием для ее осуществления будет подвижность двух сочленяемых частей. В противном случае процесс будет нарушен. По эффективности она не уступает электромуфтовой. Для проведения работ понадобится модульный агрегат. Его составляющими являются гидравлический блок, резак, паяльник и центратор. Чтобы правильно им воспользоваться, действуют следующим образом:
- В специальные тиски монтируются вкладыши под размер обрабатываемой трубы.
- Патрубки зажимаются. Не стоит усердствовать, если перетянуть болты, то торец потеряет форму окружности, что приведет к проблемам.
- Спаиваемые участки очищаются от грязи и пыли.
- Строительным ножом или другим прибором ликвидируется стружка на фаске, если она присутствует.
- На гидравлическом блоке потихоньку открывается вентиль до начала движения составляющих на центраторе. Значение давления помечается как рабочее.
- Детали разводятся, между ними вставляется торцеватель. Он запускается и снова осуществляется сдвигание. После нескольких оборотов ножей, прибор можно забрать.
- Для проверки правильности и ровности стыка патрубки снова сдвигаются и хорошо осматриваются.
- Стыки обезжириваются растворителем или спиртовой салфеткой.
- Паяльник ставится на разогрев.
- После достижения заданной температуры, он устанавливается между деталями.
- По таблице выставляется давление для пайки и модули центратора снова сдвигаются. Они удерживаются в напряжении до образования наплыва в 1 мм.
- После этого давление сбрасывается, и они прогреваются еще несколько секунд.
- Части раздвигаются и нагреватель убирается. В течение 5 секунд их необходимо снова состыковать под напряжением еще на 5 секунд. После этого усилие снимается и выжидается время остывания.
До окончания временного промежутка, которое указано для остывания, ни в коем случае нельзя прибирать тиски или каким-либо образом кантовать трубы. Это может привести к разгерметизации.
Параметры труб для газопровода
ГОСТ 50838-2009 (ISO 4437:2007) регламентирует основные характеристики и показатели, которыми должна обладать труба ПНД. Газ (согласно ГОСТ 5542), транспортирующийся по ней, может применяться как сырье либо топливо в промышленности или коммунально-бытовом хозяйстве.

Труба небольшого диаметра поставляется производителями в бухтах
Наиболее важными и значимыми показателями ПНД труб для газа являются:
- наружный диаметр изделия;
- толщина стенки;
- отношение SDR (частное от деления номинального диаметра на толщину стенки).
Существует несколько модификаций полиэтилена, отличающихся рабочим давлением и толщиной стенки. Так, для ПЭ 80 рабочее давление составляет 4-6 атм., а толщина стенок 2-3 мм; для ПЭ 100 эти значения составляют 3-12 атм. и 3,5 мм соответственно.
Возможные диаметры варьируются от 2 до 63 см. Выпускаются трубы в бухтах по 100 или 200 метров или в отрезках по 12 м. Значения рабочего давления приведены в таблице.
Таблица 4
| Параметр SDR | Рабочее давление, МПа | |
| ПЭ 80 | ПЭ 100 | |
| SDR9 | 1,0 | 1,2 |
| SDR11 | 0,6 | 1,0 |
| SDR13,6 | 0,6 | 0,6 |
| SDR17 | 0,3 | 0,6 |
| SDR17,6 | 0,3 | 0,6 |
Маркировка полиэтиленовых газовых труб представлена нанесением тонкой желтой полосы по длине всего изделия (либо они могут быть полностью желтого цвета) с указанием марки полиэтилена, SDR, номинального диаметра и толщины стенок, завода-производителя.

Газовые трубы ПНД отличаются от прочих желтым цветом или маркировочной полосой этого же цвета
Какой лучше выбрать?
При выборе дымоотводящего канала необходимо ориентироваться на оптимальное сочетание бюджета, мощности газового котла, вида камеры сгорания топлива и общих конструктивных особенностей здания.
Разновидности дымоходов в зависимости от вида камеры сгорания газа:
Котлы с открытой камерой
Напольные газовые котлы часто выполняются с открытой топкой. Для таких устройств необходим дымоход обеспечивающий стабильно хорошую тягу. Подойдет кирпичный, керамический, дымоход из одинарных и сэндвич труб. Но следует помнить, что кирпичный дымоход гигроскопичен и сложен в монтаже, керамический – очень тяжелый.
Котлы с закрытой камерой сгорания
В данном случае большинство мастеров рекомендует установку коаксиального дымохода, либо системы из сэндвич-труб, тройников и фитингов.
Соединение жёстких труб без сварки
Как уже было сказано выше, неэластичные трубы зачастую стыкуются с помощью резьбы. Но существуют способы, которые позволяют соединять отдельные элементы жёстких трубопроводов без использования сварки и резьбы. Стыковку без сварочного оборудования разрешается производить на деталях с диаметром до 600 мм.
Если нет возможности нарезать на жесткой трубе резьбу или применить для стыковки сварку, то трубопровод монтируется при помощи муфт
Для того чтобы произвести монтаж жёсткой конструкции без использования сварочного оборудования, как правило, применяют муфты. Муфтовое сочленение позволяет соединять следующие варианты труб:
- равные по диаметру;
- с разным диаметром;
- из различных материалов.
Соединение, полученное с помощью такого фитинга, отличается высокими прочностными характеристиками и хорошей герметичностью. В случае, если необходимо произвести соединение двух труб без использования сварки и резьбы, как правило, используют специальные приспособления — фланцы. Они же широко применяются для подключения к трубам разнообразного оборудования.
Фланцевые соединения рекомендуется использовать в тех случаях, когда конкретный участок трубопровода нуждается в частых проверках или в периодическом ремонте. Это связано с тем, что такое сцепление легко разобрать и собрать. Оно включает в себя:
- два соединяющихся фланцевых элемента;
- уплотнительное кольцо;
- гайки и болты.
Сфера применения
Фитинги применяются для соединения элементов газопровода, обеспечивая герметичность стыков. Таким образом, качественно и быстро подключаются баллонные установки, плита газовая и комбинированная, прочие бытовые приборы.
В зависимости от материала изготовления магистралей подбираются разные изделия:
- Соединение металлических частей осуществляется посредством чугунных и стальных переходников резьбового, сварного или фланцевого типа.
- Детали из металлопластика соединяют цанговым способом и прессованием. Для этого используют пресс-фитинги, закреплять которые следует специальным инструментом через гильзу.
- Полипропиленовые изделия стыкуют через переходники из такого же материала, фиксируя их с помощью пайки или сварки.
Соответствие крепежей трубам является обязательным условием целостности системы, иначе может произойти утечка газа.
Преимущества обжимных фитингов
Безрезьбовое соединение металлических труб с использованием обжимных фитингов – способ стыковки, при котором к образующей поверхности торцов прикладывается определённое начальное давление. Компрессионная муфта соединяет две идеально выровненные трубы, в которых над соединением расположена щелевая коническая втулка, а над втулкой протянуты два фланца, так что они автоматически центрируют соединяемые изделия и обеспечивают достаточное контактное давление.
Пресс-фитинги предлагают множество преимуществ, которые в некоторых случаях делают их лучшим выбором по сравнению со сваркой или пайкой. Для удобства выбора разработаны калькуляторы определения усилия обжима сообразно применяемым материалам и диаметрам сечения стыкуемых труб.
Чем хороши фитинги обжимного типа:
- Они экономят время и деньги. С пресс-фитингами стыковка труб может быть сделана более оперативно, чем после пайки или сварки. Кроме того, инструмент не нуждается в трудоёмкой предварительной подготовке. Более всего это сказывается при монтаже трубопроводных систем большого поперечного сечения.
- Характеризуются высокой надёжностью. Продолжительность их функционирования определяется маркой материала и технологией обжима.
Если труба подготовлена правильно (в соответствии с инструкциями изготовителя пресс-фитинга), то готовое соединение по показателям прочности превосходит паяное или практически достигает норм работоспособности сварного. Многие гидравлические обжимные фитинги имеют функцию автоматического цикла, которая отключается только после завершения соединения, поэтому часто используются в технических системах высокого давления.
Применение данного способа стыковки повышает уровень безопасность на рабочей площадке. Для установки арматуры не требуется тепло или пламя. Это снижает риск получения травмы на рабочем месте. Для монтажа не требуется также какое-либо защитное снаряжение, что обеспечивает дополнительную экономию средств.
Универсальность. Обжимные фитинги выпускаются из меди, нержавеющей стали и углеродистой стали (последнюю, правда, потребуется предварительно оцинковать). Следовательно, возможна эксплуатация с любой системой труб, включая газовые или для прокачки агрессивных химических сред.
Оперативность установки. Для монтажа трубопроводную систему не требуется предварительно просушивать
Это особенно важно в промышленных применениях, когда отключение трубопровода либо чрезвычайно сложно, либо вовсе недопустимо.
Единственное ограничение способа – увеличенная стоимость установочных компонентов.
Как подключить газовый котел в частном доме по порядку?
Установить и правильно подключить прибор возможно собственными силами, но для этого требуется одобрение со стороны газовых служб. В ходе проведения работы потребуется вдумчивая деятельность и необходимость бумажной волокиты: согласовании ряда вопросов и получения документов.
Сначала составляется договор с поставщиком природного газа о его поставке в частное домовладение. Они же занимаются и проектом газификации здания и установки необходимого оборудования.
Перед монтажом сверяются все бумаги (сертификат, серийный номер изделия). Если всё в порядке, переходят к монтажу.
Место установки выбирается относительно типа прибора.
Напольный газовый котёл устанавливают на ровной поверхности из негорючих материалов. Используется, например, плитка или бетонная стяжка. А также иногда подкладывают лист оцинкованной стали с выступом с фронтальной стороны до 30 см. Доступ к конструкции должен быть неограничен с любой из сторон.
Важно! Необходимо чтобы котёл располагался в отдалении от электроприборов и источников огня, а также не вплотную к стене. Конструкция должна иметь равномерную нагрузку на все опоры
Конструкция должна иметь равномерную нагрузку на все опоры.
Настенный газовый котёл закрепляется с помощью кронштейнов (идут в комплекте). Высота установки — около 1 метра над полом. Сначала проводится крепление планок, далее на них монтируют агрегат.
Затем происходит подключение к дымоходу. Перед этим проверяется наличие тяги. Для препятствования утечки токсичных газов, соединения тщательно герметизируются.
Фото 3. Настенный газовый котел, установлен более чем на метр выше от пола, подключен к дымоходу.
25 см — предельная длина отрезка трубы, которая связывает котёл с дымоходом.
Следующий шаг — подключение к водопроводу. Первым делом необходимо установить фильтр для жёсткой очистки воды, что препятствует засорению теплообменника. С обеих сторон от него устанавливаются краны и/или вентили.
Для обеспечения оптимального давления в системе, врезку в водопровод осуществляют или до места, где труба разветвляется, или как можно ближе к её входу в здание. Обычно трубу для подачи воды присоединяют сверху агрегата, для возврата — снизу.
Все коммуникации, обязательно снабжаются запорным механизмом для возможности экстренно перекрыть подачу газа в случае опасности.
Материалы и инструменты
- Разводные ключи и дюбеля;
- строительный уровень для выбора места крепления кронштейнов, его длина не должна быть меньше 1 метра;
- перфоратор с набором свёрл разного диаметра для проделывания отверстий в стене, предназначенных для их закрепления;
- кронштейны — идут в комплекте, но лучше, чтобы было некоторое количество про запас;
- ножницы, чтобы при возможной резке труб не повредить их защитный слой, отвечающий за герметичность;
- калибратор для развальцевания труб;
- вентили, краны — для крепления запорных механизмов;
- листы оцинкованной стали и инструменты для их резки.
Поэтапное подсоединение отопительного контура
Есть несколько способов подсоединения контура к котлу, зависящих от модели и вспомогательного оборудования.
При подключении одноконтурного газового прибора к отопительной системе самый простой способ — использование отсекающих кранов и присоединение контура с их помощью непосредственно к котлу.
Циркуляция теплоносителя происходит в естественном режиме, и в системе устанавливается обычный расширительный бачок.
При подключении двухконтурных аппаратов работа усложняется, так как к котлу подводят двойной комплект труб. По одному течёт непосредственно теплоноситель, а по второму — циркулирует горячая вода. Подсоединение также устанавливается с помощью отсекающих кранов.
Если система закрытого типа, то должны быть установлены дополнительные приборы: циркуляционный насос, мембранный расширительный бачок и группа безопасности.
Подключение к системе отопления
Расположение узлов присоединения к системе отопления (с лицевой стороны):
- слева — подача горячего теплоносителя в контур;
- справа — магистраль обратки.
При подсоединении котла стоит тщательно проверить герметизацию и затягивание узлов, но не нужно чересчур усердствовать из-за риска повредить резьбу и столкновения с проблемой замены всех соединительных элементов.
Необходимо установить и фильтр грубой очистки на обратную магистраль, что продлит срок службы устройства за счёт остановки твёрдых частиц.
Особенности монтажа
Существует ряд жестких требований, выполнение которых при устройстве системы дымоудаления, необходимо. К ним относят расположение дымовой трубы в помещении относительно внутренних конструкций. Сведем данные в таблицу:
Таблица 1. Расстояния для прокладки дымовых каналов газовых котлов через наружную стену дома (без создания вертикального канала)
| Место установки отвода | Наименьшие расстояния, м | |||
| до котла с естественной тягой | до котла с вентилятором | |||
| Мощность оборудования | Мощность оборудования | |||
| до 7,5 кВт | 7,5–30 кВт | до 12 кВт | 12–30 кВт | |
| Под вентиляционным отверстием | 2,5 | 2,5 | 2,5 | 2,5 |
| Рядом с вентиляционным отверстием | 0,6 | 1,5 | 0,3 | 0,6 |
| Под окном | 0,25 | — | — | — |
| Рядом с окном | 0,25 | 0,5 | 0,25 | 0,5 |
| Над окном или вентиляционным отверстием | 0,25 | 0,25 | 0,25 | 0,25 |
| Над уровнем земли | 0,5 | 2,2 | 2,2 | 2,2 |
| Под частями здания, выступающими больше 0,4 м | 2,0 | 3,0 | 1,5 | 3,0 |
| Под частями здания, выступающими меньше 0,4 м | 0,3 | 1,5 | 0,3 | 0,3 |
| Под другим отводом | 2,5 | 2,5 | 2,5 | 2,5 |
| Рядом с другим отводом | 1,5 | 1,5 |





