
Типы водопроводных труб
Рынок предлагает большой ассортимент труб, элементов монтажа и запорной арматуры для самостоятельной организации водопроводной системы на участке. Ее строительство – ответственное мероприятие, успех которого определяется оптимальностью подобранных элементов.
Одна из важных задач – подбор подходящих водопроводных труб. Достойной альтернативой водопроводу из стали выступают трубы из пластика. Пластик не подвержен коррозии, хорошо работает при низких температурах, долго сохраняет свои функции. Существует несколько разновидностей пластиковых труб, благодаря чему можно выбрать подходящий вариант, исходя из конкретной ситуации.
Трубы ПВХ
Трубы из поливинилхлорида (ПВХ) отличаются невысокой ценой. Они стыкуются с помощью холодной сварки. В результате сварки соединение выдерживает давление до 15 атмосфер, и водопровод служит более 50 лет. Температурный режим его эксплуатации – от -15́ ºС до +45 ºС (максимум +65 ºС). Восприимчивость к ультрафиолетовому излучению средняя, на морозе трубопровод становится ломким.
Достоинства труб ПВХ:
- простота укладки;
- не поддерживают горение;
- гладкая поверхность;
- устойчивость к окислению;
- возможность изгиба.
Среди отрицательных качеств водопровода из ПВХ отмечается потеря прочности вследствие царапин. Трубы из поливинилхлорида не допускают резьбовых соединений. Их нежелательно использовать для открытой водопроводной системы. Водопровод следует размещать в траншее или канализации.
Полипропиленовые трубы
Полипропиленовые трубы (ППР) нередко применяют для разводки водопровода на даче. Заметим, трубы ППР для холодной воды отмечаются полосой синего цвета, для горячей — красного. Соединение элементов водопровода производится посредством специальных паяльников, разогревающих пластик на концах свариваемых труб, которые быстро скрепляются и застывают при соприкосновении.
Трубы из полипропилена не гнутся, и при сборе водопровода используются дополнительные уголки и фитинги. В результате обеспечивается высокая надежность системы, но при большом количестве фитингов стоимость всего водопровода растет.
Трубы из полиэтилена низкого давления
Трубы из полиэтилена низкого давления (ПНД) соединяют без клея и дополнительных приспособлений. Резьбовые фитинги водопровода из ПНД легко скручиваются руками. К другим плюсам таких изделий можно отнести:
- возможна эксплуатация в режиме до -60 ºС;
- стойкость к химическому воздействию, гниению;
- возможна сборка с помощью сварки или с применением резьбовых фитингов;
- служба выше 50 лет;
- использование для летнего и зимнего водопровода;
- гладкая внутренняя поверхность, что исключает потери давления в водопроводе и отложения на стенках;
- при замерзании воды в трубах они увеличивают свои размеры, а при оттаивании приходят в исходное состояние без разрушения.
Несущественный недостаток подобных труб для дачного водопровода — невозможность эксплуатации при высокой температуре жидкости. Более ощутимое неудобство — наступать на такой водопровод нельзя, в отличие от конструкций из металла.
Мы уже отмечали, что трубы ПНД можно сваривать или стыковать посредством резьбовых фитингов. Заметим, что резьбовое соединение выдерживает давление воды до 4 атмосфер, что в условиях дачи более, чем достаточно.
При подборе труб ПНД следует приобретать варианты с голубыми полосами (для передачи холодной воды). Исполнение с линиями желтого цвета применять на огороде нельзя, так как они разработаны для газовых сред и содержат токсичные добавки.
Исходя из рабочего давления, трубы ПНД делят на несколько категорий:
- легкие — держат до 2,5 атмосфер;
- средне-легкие — до 4 атмосфер;
- средние — до 8 атмосфер.
Уличный водопровод на участке собирают из легких и средне-легких труб (обозначаются С и СЛ соответственно) диаметром от 32 до 50мм. Необходимо определиться, какая плотность труб необходима именно Вам, она бывает трех вариантов: 63, 80, 100 (цифры обозначают плотность). Чем больше плотность, тем стоимость изделий значительнее.
Иногда, несмотря на более высокую цену, для дачи следует выбирать вариант высокой плотности: стенки таких труб тоньше, что в конечном итоге снижает вес конструкции. Это может стать решающим фактором, когда вода добывается из колодца или скважины. Небольшой вес упрощает фиксацию труб.
Объединяем металлопластиковые трубы
Как проводится монтаж панелей ПВХ в ванной своими руками
Скрепить композитные патрубки посредством сварки или пайки невозможно. Для их соединения разработаны специальные фитинги, разделенные на три класса: 1. Обжимные (резьбовые) переходники. Состоят из трех деталей – резьбовая втулка, разрезное кольцо и гайка. Из приспособлений требуется только лишь рожковый или разводной ключи. Соединение разъемное.

2. Пресс-муфты и переходники. Конструктивно представляют собой втулку и гильзу. Последнюю необходимо радиально опрессовать с помощью пресс-клещей. Такое соединение водопроводных пластиковых труб металлопластикового класса наиболее надежно, однако является неразъемным и требует приобретения дополнительного оборудования.

3. Пуш-фитинги (самофиксирующие муфты). Внешне представляют собой двустенные цилиндры с внутренней упорной проточкой и свободным каналом. Для соединения труб достаточно их подготовить и просто вставить в посадочные отверстия. Необходимости в дополнительном оборудовании нет! По надежности данные фитинги не уступают пресс-переходникам и формируют разъемную сборочную единицу.

Подготовительный процесс, предшествующий соединению любых металлопластиковых патрубков любыми фитингами, состоит в следующем:
- обрезать торцы строго под 90 градусов;
- откалибровать отверстия (инструмент – калибратор);
- сформировать фаски с помощью специального приспособления.
Пробный запуск
Обустройство земельного участка и закапывание траншей проводят только после пробного запуска. В проложенный трубопровод запускают воду, не забудьте открыть краны, так как наполнение должно происходить постепенно и воздух будет вытеснен из системы. Производят запуск насоса и проводят проверку на герметичность, отсутствие протечек в местах соединений. При наличии подтекании, испорченные участки необходимо заменить.
При вашем желании смонтировать круглогодичный водопровод своими руками вам придётся потратить немало усилий и времени, чтобы предусмотреть все нюансы. Процесс сборки при наличии вырытых траншей не должна занять больше 1 дня. Главное не закапывать проложенные трубы сразу, необходимо провести пробный запуск, для осмотра на наличие протечек. Не забывайте про полную герметичность системы. Если давление будет нестабильно, то это приведёт к утечке воды и быстрому выходу из строя насосной станции. Будьте внимательны при проведении работ.
Видео о строительстве летнего водопровода на даче из труб. Почему пришлось менять ПВХ трубы на ПНД.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.
Особенности конструкции водопровода из полиэтиленовых труб
Водопровод из полиэтиленовых труб представляет собой систему, состоящую из центральной магистрали с ответвлениями, по которым вода поступает к сантехническим приборам или кранам. Отдельные части конструкции свариваются или соединяются специальными деталями — фитингами.
В водопроводе используются различные модификации полиэтиленовых труб, отличающиеся характеристиками и назначением:
| Тип трубы | Применение |
| ПЭ63 | Для холодной воды с небольшим напором |
| ПЭ80, ПЭ100 | Для холодной воды под давлением |
| ПЭ-РТ | Для холодной воды и кратковременно горячей |
| РЕХ | Для подачи холодной и горячей воды |
| PEX/AL/PEX | Для организации холодного и горячего водоснабжения в ответственных местах |
В конструкции применяются такие виды соединителей:
- Электросварные фасонные фитинги. Используются при электромуфтовой сварке заготовок. Изделия оснащены нагревательными элементами из проволоки. При ее нагревании пластик плавится и фиксирует элементы.
- Компрессионные фитинги. С их помощью трубы крепятся ручным способом. Принцип их установки такой же, как и при монтаже металлопластиковых заготовок. Отличие в материале соединителя — они сделаны из толстого полиэтилена с конусной резьбой.
- Литые фитинги-спинготы. В таких деталях отсутствует электроспираль для разогрева изделий. Пластик расплавляют паяльником. Выполнены в виде тройников, крестовин, втулок для получения разветвлений и поворотов.
- Редукционные фитинги. В отличие от других соединителей они могут иметь резьбу. Часто используются для крепления магистралей к радиаторам, счетчикам и другому оборудованию.
Полиэтиленовые трубы соединяются двумя способами — разборным и неразборным. К первому варианту относится сборка изделий с помощью специальных муфт, ко второму — сварка встык.
Для создания разборного соединения необходимо к трубам вначале закрепить муфты, а затем прикрутить их друг к другу. Такой стык выдерживает 10 атм.
На фото фитинги полиэтиленовые для труб
Сварка полиэтиленовых труб — это соединение, которое образуется при взаимном проникновении в расплавленном состоянии с последующим остыванием краев заготовок, в результате чего образуется монолитная конструкции. Она выполняется с помощью специального оборудования для полиэтиленовых изделий.
Существует несколько видов сварок полиэтиленовых труб для водопровода:
- Электромуфтовая сварка. Незаменима при монтаже труб в траншеях, узких колодцах и других местах, где невозможно сварить изделия традиционной пайкой. Способ считается достаточно дорогим из-за особых фитингов. Электромуфтовой сваркой соединяют трубы диаметром 1,1-5 см, при небольшом объеме работ и при врезке ответвлений в магистрали.
- Сварка встык. Самый распространенный способ стыковки полиэтиленовых труб. Края заготовок расплавляют специальным паяльником, затем их соединяют под давлением. Для сваривания труб диаметром более 50 мм используется специальное оборудование, обеспечивающее качественный стык.
- Сварка с помощью фитингов-спиготов. Применяется для соединения конструкций диаметром более 6,3 см. В процессе монтажа торцы нагреваются до их размягчения, а затем соединяются под давлением.
Проведение водоснабжения
Если вы решили провести водопровод в квартире своими руками – это правильное решение. Вы не только сохраните свой семейный бюджет, а также станете хорошим мастером, получите достойные навыки сантехника, если воспользуетесь нашими рекомендациями.

Полиэтиленовые трубы для водопровода в квартире, доме
Проведение водопровода по квартире можно разделить на два способа:
- закрытый;
- открытый.
Проведение труб закрытым способом позволит не загромождать помещение трубами, внешний вид жилого пространства будет более презентабельным и просторным. Такой способ подойдет для переделки маленьких ванных комнат
Единственное, на что необходимо обратить внимание – это на разъемные места, которые должны соединяться снаружи стен
Недостатки закрытого способа:
- в связи с тем, что трубопровод расположен внутри стен, произвести его ремонт или профилактику невозможно;
- с целью устранения порыва трубопровода, необходимо вскрыть стены, устранить течь, а затем выполнить ремонт поврежденной площади.
Положительные стороны открытого способа:
- удобный способ проведения монтажа трубопровода;
- быстрое определение порыва или течи;
- ремонт водопровода без препятствий;
- усовершенствование эксплуатации.
Заказ и приобретение продукции по оптовым ценам

Технология установки, сварки ПНД труб и фитингов должна строго соблюдаться — лишь в таком случае обустроенная система будет служить на протяжении десятков лет, не требуя ремонта и обслуживания. Однако, помимо четкого следования инструкции, большую роль играет и качество самих труб и фитингов.
является одним из наиболее крупных производителей труб и оборудования в Дальневосточном регионе. Изготовление осуществляется на собственном производстве из высококачественного зарубежного сырья. Благодаря строгому контролю качества все виды продукции отвечают требованиям безопасности и надежности, что подтверждено соответствующими сертификатами и лицензиями.
Мы предлагаем приобрести трубы ПНД, фитинги, сварочное оборудование и прочую продукцию по оптовым ценам от производителя. Стоимость оптовой партии товаров рассчитывается для каждого клиента менеджером нашей компании индивидуально. Мы гарантируем исключительно выгодные для вас цены и высокое качество всех изделий. Отправить запрос или задать уточняющие вопросы вы можете по средствам формы обратной связи или телефонам, указанным на сайте.
Подготовительные работы
Прежде чем начать монтаж трубопроводов из ПНД своими руками, проводятся некоторые подготовительные работы. А именно:
- Необходимо измерить протяженность будущей трассы, определить количество поворотов и перепадов.
- Рассчитать необходимое количество материала.
- Приготовить необходимый набор инструментов.
- Отключить воду.
- Спаять соединительный фитинг с той частью металлической трубы, к которой будет подсоединяться заменяемая часть системы (если подсоединение идет к старой металлической системе).
- Произвести нарезку труб на куски нужной длины под углом 90 градусов, используя труборез или ножовку по металлу. Концы обязательно зачистить.
- На концах труб, где это необходимо, произвести нарезку резьбы с помощью плашек.
Расчёт материала и подготовка инвентаря
Теплица с каркасом на базе труб ПНД изготавливается из следующих материалов и элементов крепежа:
полиэтиленовых труб (6 шт. длиной 6 метров);деревянных брусьев (25 шт.
с сечением 4х5 см и длиной 6 метров);досок (2 шт. длиной 5,5 метра и столько же длиной 3,5 метра);деревянного обзола (8 шт.);арматурных прутьев (12 шт. длиной порядка 0,7 м);полиэтиленового полотна с запасом (шириной 6 м, плотностью 150–200 мкм);дверных петель (4 шт.);набора гвоздей и саморезов.
Строительство теплицы требует подготовки определённого инструментария:
- молотка;шуруповёрта;дрели со сверлом по дереву;строительного уровня;уголка;измерительной ленты.
Строительство наружной канализационной системы
Если внутренняя система канализации частного дома практически не отличается от системы канализации в квартире, то объем работ в первом и втором случае отличаются существенно.
Намного меньше предстоит работы, если в доме уже имеется старая система канализации. В таком случае нужно просто демонтировать старые трубы и воспользоваться теми же канализационными путями, что и были до этого.
Но может случиться, что придется полностью все переделывать. В таком случае работа предстоит немалая: нужно поднять пол (расстелить его) и в том случае, если глубина выхода канализации из дома не достаточна, углубляем ее.
Для этого под фундаментом выкапываем яму, после этого измеряем расстояние от нижней кромки фундамента до его верхней кромки.
Это расстояние должно быть 1 метр и более, тогда стоки в коллекторной трубе на выходе из дома даже в условиях российской зимы не промерзнут.
С наружной стороны дома тоже прокапываем траншею до сливного колодца. Причем специалисты рекомендуют траншею на улице прокопать глубже чем, внутри дома, и обеспечить ее постоянный уклон.
Такая мера нужна, для того чтобы обеспечить беспрепятственное стекание воды и стоков.
Технология монтажа полиэтиленовых труб
Прокладка полиэтиленовых труб начинается с подсчета количества необходимых материалов. Оно зависит от протяженности трубопровода, наличия углов и перепадов трассы. Подготовка общие правила монтажа ПЭ выглядят следующим образом:
- Отключите подачу воды. Опираясь на проект, подготовьте материалы.
- Если Ваш дом имеет автономную сеть отопления, монтаж производите по направлению от отопительного котла.
- Подготовленные отрезки труб спаивайте между собой в трубопровод паяльной лампой, с его же помощью соединяйте ПЭ-трубы с фитингами и металлическими трубами. Если вы производите паяльные работы своими руками впервые, тщательно ознакомьтесь с инструкцией к инструменту, посмотрите советы и видео-рекомендации в интернете.
Монтаж труб с использованием сварочного оборудования
Соединение трубы бытового трубопровода с ПЭ фитингом методом сварки
Соединение полиэтиленовых труб можно проводить и методом сварки. Последовательность монтажа такова:
- Нарежьте необходимое количество отрезков труб. Под углом 45 с торца трубы снимите фаску.
- Обработанный конец трубы разместите на насадке паяльной лампы нужного диаметра. Одновременно с этим на другую насадку оденьте соединительный фитинг.
- Осуществите кратковременный нагрев обеих деталей, снимите с паяльника и соедините.
Следите, чтобы нагревание фитинга и трубы происходило синхронно, а выбранная температура была равна 270 С – это важный момент монтажа.
- Обеспечьте получившемуся соединению естественное остывание, без каких-либо посторонних воздействий, иначе качество шва значительно снижается.
- Действуя таким образом, последовательно соедините все трубы с фитингами и радиаторами. На выходе, у котла, сварочные работы заканчиваются.
- Возобновите подачу воды в систему, включите обогревательный котел. Оцените качество всех стыков – не сочится ли из них вода. Если вы не обнаружили протечек, можете выставлять на котле рабочее давление и спускать из радиаторов воздух.
Фитинги для полиэтиленовых труб: их особенности и правила установки

Компрессионные фитинги для соединения полиэтиленовых труб
Укладка полиэтиленовых труб, а также ремонт уже функционирующих трубопроводов осуществляется с применением различных соединительных фитингов. Соединение труб из полиэтилена происходит одним из следующих способов:
- сваркой;
- склейкой;
- с помощью механического резьбового соединения.
Исходя из перечисленных методов монтажа, все фитинги можно классифицировать в зависимости от способа их установки:
- электросварные фитинги;
- компрессионные;
- литые ПВХ-фитинги без электроспирали (спиготы);
- редукционные.
О том, как соединить полиэтиленовые трубы, используя те или иные соединительные детали, расскажем поподробнее:
- Электросварные фасонные изделия, предназначенные для монтажа труб из ПЭ, снабжаются закладными нагревательными элементами из проволоки. Если данную проволоку нагреть электричеством, полиэтилен постепенно оплавится и в результате образует однородное надежное соединение в месте стыка труб. Современные сварочные аппараты позволяют установить корректное время и электронапряжение сварки, что повышает качество соединений.
С помощью муфты с закладным нагревательным элементом можно легко соединить полиэтиленовые трубы с различным внутренним диаметром, что невозможно при стыковой сварке этих же труб
- Фитинги для ПЭ-труб компрессионные изготавливаются с похожим принципом, что и такие же фитинги для медных и металлопластиковых труб. Основным отличием является лишь используемый сырьевой материал. Компрессионные соединители просты в монтаже и не потребуют от вас подготовки и применения специфического инструмента.
- Литые фитинги-спиготы понадобятся, если вы соединяете полиэтиленовые трубы методом стыковой сварки. В данном случае торцы свариваемых труб нужно нагревать до тех пор, пока они не обретут вязкость и умеренную текучесть. Затем торцы элементов трубопровода совместить под давлением. После остывания сварной шов имеет однородную с самими трубами структуру.
- Если же вы монтируете трубопровод, в котором трубы имеют разный диаметр, без редукционных (резьбовых) фитингов не обойтись, ведь они оснащаются резьбой. Они применяются и при соединении труб с радиаторами, водораспределительными устройствами, счетчиками и другим оборудованием.
Зная, какой вид фитингов и когда применить, а также учитывая наши инструкции, вы легко можете провести монтаж полиэтиленовых труб своими руками. При этом владение особыми навыками или какие-то критические усилия вовсе не потребуются.
Характеристики
Гофрированную трубу армируют при помощи стальной проволоки, она делает ее более прочной.
 Внутренняя оболочка двустенных изделий может быть гладкой из ПВД и гофрированной из ПНД. Благодаря этой конструкции, труба обладает высокой кольцевой жесткостью и способна выдержать большую нагрузку.
Внутренняя оболочка двустенных изделий может быть гладкой из ПВД и гофрированной из ПНД. Благодаря этой конструкции, труба обладает высокой кольцевой жесткостью и способна выдержать большую нагрузку.
Двустенная ПНД труба имеет гладкую внутреннюю поверхность, что значительно облегчает монтажные работы для кабеля.
Каждое изделие обладает своими особенностями и имеет свой диаметр.
 К примеру, труба ПНД 63 имеет большую стойкость к воздействию бактерий, чем остальные.
К примеру, труба ПНД 63 имеет большую стойкость к воздействию бактерий, чем остальные.
Труба другого типа — Труба ПНД 110 мм— морозостойкая, не требующая дополнительных утеплительных мероприятий.
Труба ПНД 160 монтируется с помощью полиэтиленовых фингов.
Трубы ПНД 32 в основном соединяют с использованием сварки. Нужно учитывать, что труба ПНД 50 или другая по размеру должна быть одной марки.
 Отдельные участки гидромагистрали могут сочленяться 2 способами:
Отдельные участки гидромагистрали могут сочленяться 2 способами:
- разъемный;
- неразъемный.
Неразъемный способ соединения чаще применяют, если планируется подача воды в нее под давлением.
Фрагменты трубопровода крепятся механической или электрогидравлической сваркой.
 При монтаже самотечной системы создаются разъемные трубопроводы. Например, в канализации, куда вода не поступает под давлением. Также разборный способ используется при сборке устройств с малым сечением.
При монтаже самотечной системы создаются разъемные трубопроводы. Например, в канализации, куда вода не поступает под давлением. Также разборный способ используется при сборке устройств с малым сечением.
Разъемное соединение труб бывает фланцевое, муфтовое, цанговое обжимное, имеется в виду используя фитинги.
Также монтирование соединительных запчастей производят в предполагаемом месте ремонтных работ, где подключаются дополнительные элементы или наблюдается смена конфигурации.
Разновидности элементов
Фитинги, используемые для сборки элементов в единую сеть, бывают разных видов. Для их изготовления используют полипропилен, а также они могут быть латунными.
В связи с применением они делятся на категории:
- Компрессионные фитинги используются для соединения труб ПНД одинаковых диаметров;
- Собирание трубопровода из труб с различным сечением;
- При создании разветвления, соответствующего общей схеме водопровода;
- При стыковке труб ПНД с различной арматурой;
- При выполнении магистральных поворотов;
- При установке заглушки.
Чаще применение этих соединительных элементов используется в разборных конструкциях, но имеются разновидности, которые применяются для создания цельной сети — электросварочные или сварные фитинги.
Виды фитингов
По особенности конструкции фитинги бывают нескольких видов:
- Соединительная муфта для ПНД труб. Они подразделяются на равнопроходную (для участков с одинаковым сечением), фланцевую( с толстыми водопротоками), и компенсационную (соединение магистралей разных по диаметру).
- Отводы. Применяются при формировании поворотов.
- Переходники. Используются при присоединении арматуры различных видов или участка трубы другого по материалу.
- Тройник и крестовина. Применяют при создании разветвлений.
- Заглушка. Применяется для перекрывания воды или газа, поступающих в систему.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Сварка стыковая

Для контактного спаивания ПНД деталей своими силами понадобится специальное оборудование. Сваривание происходит следующим образом:
- трубы нарезают специальными ножницами перпендикулярно оси, края тщательно выравнивают, зачищают;
- сварочным аппаратом детали разогревают до температуры плавления полиэтилена, плотно прижимают друг к другу до полного затвердевания материала.
Чтобы получить надежный, качественный сварной шов необходимо правильно выбрать температуру, время нагревания, рассчитать силу прижимания деталей. Когда шов получается неоднородным, рассчитывать на его долгую службу не стоит. Также не рекомендуется спаивать трубы различных производителей, т. к. их химический состав может существенно отличаться, что самым худшим образом отразится на качестве стыка.
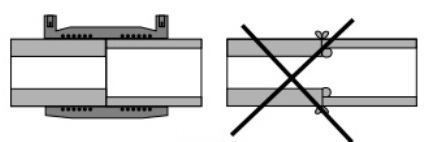
Технология процесса
На соединяемые участки трубопровода накладывается специальная муфта, внутри которой установлена нагревательная спираль. Существуют и конструкции с внешними нагревательными элементами, которые действуют быстрее, но не обеспечивают соединению требуемой надёжности. Количество устанавливаемых муфт может быть различным. Например, для сложного стыка, с разветвлениями, их может быть три, для трубопроводов с резкими перепадами диаметров – две, в остальных случаях достаточно и одной.
К соединяемым участкам труб из ПНД предъявляются довольно высокие требования:
- Смежные участки на длине не менее чем два наружных диаметра трубы должны быть очищены от пыли, грязи, а также масляно-жировых отложений.
- Овальность труб не должна превышать 0,2 мм по всей длине стыка.
- На поверхность зоны сварки не должна попадать атмосферная влага.
- Температура окружающего воздуха во время работы аппарата для электромуфтовой сварки не должна выходить за пределы диапазона -10…+40ºС.
- Все соединяемые части должны быть изготовлены из ПНД с примерно схожими физико-механическими характеристиками.
Последнее требование связано с тем, что в управляющий блок электромуфтового сварочного аппарата заложена информация о динамике плавления ПНД под воздействием внешнего теплового источника, и, если запрашиваемые данные не совпадают, устройство не включится. Это снижает требования к квалификации работающего, поскольку процесс электрофузионной сварки произойдёт автоматически, но существенно увеличит цену аппарата.
Для обеспечения равномерности зазора по длине стыка (и ширине муфты) трубы располагаются в позиционере – устройстве, которое обеспечивает прямолинейность осей соединяемых труб. Вполне вероятная овальность труб, а также наличие локальных поверхностных дефектов преодолевается установкой специальных накладок из ПНД, комплект которых прилагается к электромуфтовому сварочному аппарату.
Концы нагревательного элемента выводятся наружу муфты, и подключаются к токоведущим клеммам электромуфтового аппарата. После проверки качества ПНД (марка, плотность, шероховатость и пр.) включение устройства и все последующие операции происходят автоматически. Аппарат отключается, когда капли расплава появляются в зазоре между позиционером и муфтой. Остаётся только выждать определённое время для охлаждения места стыка.
Электросварная муфта – одноразовая. Даже при возможных проблемах с нагревом (например, при обнаруженной неоднородности тела трубы) повторному использованию она не подлежит.





