Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
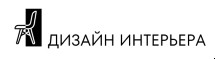
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Методы гибки труб в домашних условиях
При изготовлении простых конструкций в условиях частной мастерской многие не знают, как согнуть металлическую трубу самостоятельно без приобретения готовых деталей с высокой ценой. Решить проблему помогут несколько способов сгибания профиля:
- Холодный метод. Применяется для деталей с малым сечением и толщиной металла не более 1,5 мм. Мастер прикладывает физические усилия и ведет самостоятельный контроль за заготовкой (выполняется замер). После сгибания деталь сравнивают с шаблоном.
- Горячий метод. Необходим источник открытого пламени для накала заготовки. Трубе придается необходимая форма. При этом сторонние напряжения сохраняются до полного остывания профиля. В качестве источника тепла могут применяться паяльные лампы, газовые котлы и печи на угле или дровах.
- Заполнение полостей. В роли материала для наполнения может применяться вода, песок и машинное масло. Внутреннее пространство должно быть заполнено без пустот. При использовании воды ее следует заморозить, лед не позволит образоваться вмятинам и заломам на внутренней стороне радиуса. Для достижения герметичности трубу с двух сторон закрывают пробками из дерева или заваривают.
- Нарезка сектора. При помощи угловой шлифовальной машинки с отрезным диском на отмеченном участке трубы делают прорези определенной глубины. Затем профиль загибают и нарезку заваривают. Способ требует много времени на выполнение, но отличается надежностью. Таким способом можно согнуть квадратную трубу.
Гибка своими руками (Фото: Instagram/prokmetall.ru)
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.

Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Сложность сгибания профильного проката
Сущность процесса сгибания металлического проката состоит в том, чтобы профилю придать частичный или полный изгиб. Такую операцию обычно выполняют двумя способами: при помощи воздействия давления на трубу или с помощью нагревания определённого участка в той области, где нужно совершить изгиб.
По мере изгибания металлической трубы на поверхность металла действуют две силы:
- Сила сжатия, что приходится на внутреннюю часть изгиба.
- Сила растяжения, которой подвергается внешняя часть.
Как раз воздействие таких разнонаправленных сил и вызывает различные сложности, которые характерны при процессе сгибания любой металлической трубы.
Распространённые проблемы
 При сгибании материал может утратить свою соосность, а это приведёт к тому, что некоторые участки будут располагаться в разных плоскостях.
При сгибании материал может утратить свою соосность, а это приведёт к тому, что некоторые участки будут располагаться в разных плоскостях.
Стенка, что располагается с внешней стороны изгиба, будет подвергаться сильному растяжению, а потому может не выдержать каких-то нагрузок и просто лопнуть.
Внутренняя стенка также подвергается сжатию, поэтому покрывается складками, которые напоминают по форме гофру.
Многие люди, что впервые стараются согнуть трубу своими силами, вместо того, чтобы придать необходимую форму, просто сминают изделие и портят его.
Чтобы таких проблем не возникло, необходимо учитывать не только характеристики материала, но и геометрические параметры, такие как:
- толщина стенок;
- размеры сечения;
- радиус, на который необходимо произвести изгиб.
Если обладать информацией обо всём вышеуказанном, то можно выбрать подходящую технологию сгиба трубы. В результате материал не сомнётся и не получит гофрированную поверхность.
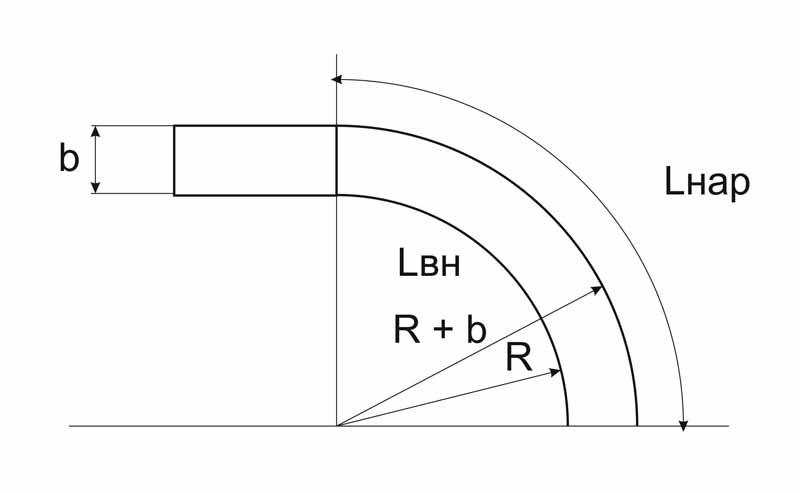
Особенности наиболее популярных методов гибки труб
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Особенности разных способов гибки профиля

Профильные трубы гнут одинаковыми способами и в домашних мастерских, и на производстве: на холодную и с подогревом. Научно обоснованные рекомендации разработаны сугубо для круглых труб.
Удобнее всего использовать трубогиб, но не всегда его рентабельно покупать. Для выполнения малых объемов работ выгоднее брать трубогибы напрокат. Их применяют в случае высоты профиля от 10 до 40 мм и гнут материал без подогрева.
Если нет возможности воспользоваться специальным инструментом, надо выбрать другой способ. На холодную можно согнуть профиль высотой до 10 мм с помощью ручных приспособлений.
Результат напрямую зависит от высоты профиля h. Высота может быть больше или меньше 20 мм. В первом случае радиус устанавливают не меньше 3.5 х h, во втором — не меньше 2.5 х h.
Если радиус заготовки небольшой, то для сгибания может оказаться достаточно неподвижной плиты, оборудованной штырями-упорами, тисков или роликов. Сгибание по большому радиусу выполняется на неподвижных оправках или гибочных пластинах.
При необходимости прогрева трубу наполняют песком без крупных примесей, греют в нужном месте и гнут за один прием.
Не рекомендуется никаким способом гнуть профиль с толщиной стенки меньше 2 мм.
Как таковых методов для сгибания профилированных труб умельцы изобрели много. Но всех их объединяет один недостаток — потребность в большой физической силе.
Если мастер не отличается хотя бы средним телосложением, то процесс загибания может стать для него невыполнимым. Поэтому, выбирая способ обработки профильных труб, лучше ориентироваться на применение специализированных инструментов.
Мне нравитсяНе нравится
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности использования трубогиба
Перейдем к рассмотрению вариантов, как в домашних условиях согнуть профильную трубу. Отметим сразу, своими руками согнуть трубу профильную без применения специальных средств достаточно сложно, особенно, если толщина стенок трубы велика. Наиболее приемлемым и целесообразным в домашних условиях будет использование трубогиба. Для трубогиба характерны наличие специального ведущего колеса, которое при движении по одной из граней позволяет гнуть трубу профильную как необходимо пользователю.

Ручной механический трехвалковый трубогиб для профильной трубы
Трубогибы бывают ручные и с электроприводом. В первом случае, гибка профильной трубы осуществляется вручную путем приведения в движение колеса трубогиба специальной рукояткой. Это приемлемо, если сечение трубы малой площади, а сама конструкция не является громоздкой и изменение ее формы возможно своими руками.
В ином случае, когда объем работ и размеры трубы достаточно большие, необходим трубогиб с электроприводом, приводимый в действие несложным нажатием на кнопку. Принцип работы аналогичен: движение колеса по грани. Но результат более эстетичен и менее трудозатратен.

Гидравлический трубогиб для круглой и профильной трубы
Если работы носят одноразовый характер, то в покупке спецоборудования и проведении работ в домашних условиях нет смысла, лучше обратиться в специализированные фирмы, можно взять станок в аренду. О том, как согнуть профильные трубы без трубогибов, будет приведено далее.
Тонкости процесса

Гибка профильного изделия своими руками может выполняться с применением одного из следующих способов:
- Проще всего выполнить эту процедуру при помощи трубогиба, но если его у вас нет, то вы можете загнуть трубу другим способом.
- Можно использовать различные подручные средства. Их выбор зависит от величины радиуса изгиба, материала, из которого выполнена труба, толщины стенок и конфигурации сечения.
- Элементы из мягких материалов можно согнуть вручную при условии, что нужно получить небольшой радиус изгиба без соблюдения высокой точности.
Очень важно профильную трубу согнуть правильно. В противном случае вы можете столкнуться с такими нежелательными последствиями этой процедуры:
- неравномерные мелкие складки на внутренней стороне изгиба;
- нарушение соосности отельных частей трубчатого элемента;
- сжимание заготовки и деформация формы сечения;
- расхождение одного из швов у сварного изделия.
Стальные профильные трубы могут иметь квадратное, круглое, прямоугольное, овальное или плоскоовальное сечение. Они изготавливаются из низколегированной и углеродистой стали. Эти изделия могут быть сварными и холоднодеформированными сварными, а также бесшовными горячего и холодного деформирования.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Гибка металлов с гибкими инструментами
Нажимая линию, с помощью шепота она перемещается вдоль нарисованной линии, так что вырезы достигают приблизительно половины толщины листа. Сложенный лист должен быть размещен на наковальне или на любом другом тяжелом и плоском металлическом изделии.
Вам нужно металлический уголок, чтобы сделать изгиб резаного металла.
Сложите лист под углом, закрепите его в мешке или поместите его на край поверхности под прямым углом, чтобы канавка была плоской по краю и продолжала изгибаться и помогать молотку.
Чем глубже сточная канава, тем легче перевернуть лист. Чтобы облегчить этот процесс, мы рекомендуем вам обратиться за помощью к кому-либо.
Включает в себя:
- друг
- относительно
- кто-то вы знаете,
- коллега.
Как получить металлическое кольцо?
Когда металлический лист покрыт, он находится не под углом, а в кольце, вы можете сделать это, постукивая по поверхности листа молотком. Используйте линии на четких линиях, параллельных линиям.
От ударов лист будет все больше менять свою форму, более пристально фокусируясь по краям листового металла, так как радиус круга должен быть одинаковым во всех направлениях.
Когда изгиб закончен, края листьев заканчиваются до конца, вы можете соединить их с заклепкой или пивом. Когда вы закончите эту операцию, протрите форму полученного кольца.
Как ровно согнуть лист металла
Если заготовка относительно мала, то можно воспользоваться тисками, в которых при помощи двух обхватывающих брусков можно прочно закрепить лист металла, а уже после этого искривлять его молотком. При необходимости место изгиба можно прогревать газовой горелкой, но этот способ неприменим к оцинкованным изделиям!
Сгибаем лист металла
Если речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания.
Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу). Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались.
Гнём оцинковку
Как согнуть оцинковку?
Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна. Как согнуть профиль? С ним придется повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем.
Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали. Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.

Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком.
Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу. Как согнуть оцинковку проще? Используя болгарку, делаем один-два разреза в области сгиба (тем самым конструкция временно ослабляется), загибаем изделие, после чего свариваем место изгиба. Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы
Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы. Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его.
Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба. Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием. Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях вполне можно согнуть арматуру, правда, многое зависит от ваших физических данных и диаметра металлического стержня.
Как согнуть арматуру? Для этого нам понадобится два куска стальных труб, диаметр которых больше диаметра изгибаемого стержня. Чем больше длина таких труб, тем проще будет сгибать арматуру (выигрыш в силе за счет рычага). Все, что нужно сделать для того, чтобы согнуть арматуру – вставить ее в две трубы и, закрепив одну из труб (прижав ее ногой или уперев между столбами), орудуя второй как рычагом придать арматуре нужную кривизну.
Вот и все!